T4.02
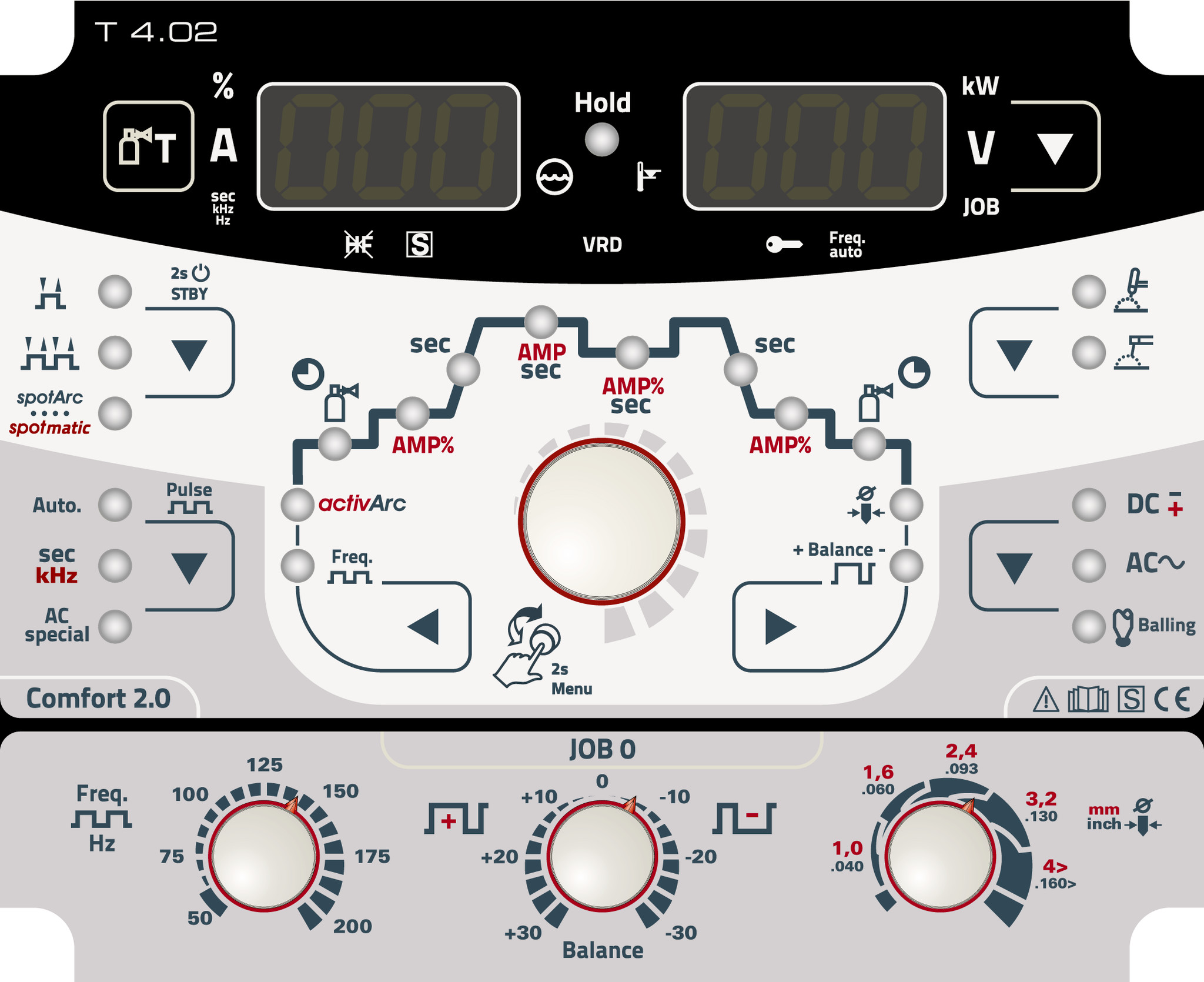
Beispielabbildung, Ihre Konfiguration kann abweichen.
Beschreibung
- Einknopfbedienung
- Anwahl Schweißablauf und Einstellung der Parameter über Click-Wheel, oder klassisch über Ablauftasten (Vor/Zurück)
- Expertmenü für erweiterte Einstellungen der Schweißparameter
- Einstellung der Schweißablaufparameter
- Start-, Schweiß-, Absenk- und Endstrom
- Upslope-/Downslope-Zeit
- Gasvor- und Gasnachströmzeit
- Elektrodendurchmesser
- Einstellung der Schweißablaufparameter mit LED-Benutzerführung
- Start-, Schweiß-, Absenk- und Endstrom
- Pulszeit und Pulspausezeit mit entsprechenden Slope-Zeiten
- Upslope-/Downslope-Zeit
- Gasvor- und Gasnachströmzeit
- Elektrodendurchmesser
Technische Daten
| Schweißverfahren | WIG |
| activArc | |
| spotArc | |
| spotmatic | |
| WIG AC | |
| E-Hand | |
| Betriebsarten | 2-Takt |
| 4-Takt | |
| AC-Funktionen | AC-Spezial |
| AC-Balling (Kalottenbildung) | |
| AC-Sinus | |
| AC-Trapez | |
| AC-Rechteck | |
| AC-Balance | |
| AC-Frequenz: 50 Hz bis 200 Hz | |
| AC-Frequenzautomatik | |
| Zündmöglichkeiten | HF |
| Liftarc | |
| Pulsart | Mittelwertpulsen |
| kHz-Pulsen | |
| Puls-Frequenz | |
| Sekundenpuls | |
| Parameter im Display | Schweißstrom |
| Schweißspannung | |
| Schweißparameter | |
| Schweißleistung | |
| JOB-Nummer | |
| Anzahl frei definierbarer JOBs | 8 |
| Funktionen | Gastest, Spülen |
| Upslope/Downslope | |
| E-Hand-Funktionen | Hotstart |
| Arcforce | |
| Antistick | |
| AC-Elektrodenschweißen | |
| Mittelwertpulsen | |
| Frequenz-Pulsschweißen |
