product (array):
id = '15540'
productMainId = '5216'
ean = null
vendorProductId = '097-004848-00015'
manufacturerProductId = 'A102593 WP 380'
manufacturerId = null
productSearchId = null
stock = '15'
stockBehaviour = '1'
stockView = '0'
stockViewText = null
dateCreated = '2024-03-19 15:28:46'
dateModified = null
public = '1'
active = '1'
deleted = '0'
packagingAmount = '1500'
packagingUnit = 'sa'
priceAmount = '100'
priceUnit = 'kg'
forcePrice = '0'
priority = '0'
validFrom = null
validTo = null
hidden = '0'
notSellable = '0'
externalId = '143094'
productText (array):
id = '23161'
productId = '15540'
languageId = '38'
nameShort = 'FW CS 1 63 DC'
name = 'FW CS 1 63 DC 15kg'
description = '<ul class="description_list"><li class="first-item">Molten neutral welding flux</li><li>Suitable for high-alloy stainless steels, Ni-based alloys and low-alloy steels</li><li>Especially crack-resistant in connection with similar or over-alloyed wire electrodes (solid or flux cored wire)</li><li>For welding low-alloy, creep-resistant steels and high-alloy Cr, CrNi and CrNiMo steels</li><li>Also suitable for joint welding of nickel alloys</li><li>Can be used for surfacing and dissimilar joints</li><li>Self-dissolving slag</li><li>Good seam deformation capacity</li><li>Particularly crack-resistant in conjunction with similar or over-alloyed wire electrodes (solid or flux-cored wire types)</li><li class="last-item">Pipeline, container and boiler construction</li></ul>'
descriptionShort = '<p>Molten neutral welding flux</p><p>Suitable for high-alloy stainless steels, Ni-based alloys and low-alloy steels</p>'
deliveryScope = null
isSellable = true
productStock (object: ProductStockModel):
(private) redLimit = null
(private) yellowLimit = null
(private) product (object: ProductEntity):
(private) id = '15540'
(private) productMainId = '5216'
(private) ean = null
(private) vendorProductId = '097-004848-00015'
(private) manufacturerProductId = 'A102593 WP 380'
(private) manufacturerId = null
(private) productSearchId = null
(private) stock = '15'
(private) stockBehaviour = '1'
(private) stockView = '0'
(private) stockViewText = null
(private) dateCreated = '2024-03-19 15:28:46'
(private) dateModified = null
(private) public = '1'
(private) active = '1'
(private) deleted = '0'
(private) packagingAmount = '1500'
(private) packagingUnit = 'sa'
(private) priceAmount = '100'
(private) priceUnit = 'kg'
(private) forcePrice = '0'
(private) priority = '0'
(private) validFrom = null
(private) validTo = null
(private) hidden = '0'
(private) notSellable = '0'
(private) externalId = '143094'
(private) se�oldInstance = null
(private) behaviour = null
(private) showOption = null
(private) showOptionText = null
(private) stock = null
productPrice = 164.69999999999999
productTax = '19'
productPriceGross = 195.99299999999999
productCurrency = 0
productPriceForAmount = 164.69999999999999
manufacturer (array):
name = ''
productQuantityUnit = 'sa'
mime (array):
0 (object: MimeEntity):
(private) id = '41989'
(private) parentId = null
(private) uri = 'IM0005458.jpg'
(private) type = 'Produktbild'
(private) usage = null
(private) mimeType = 'image/jpeg'
(private) width = '800'
(private) height = '600'
(private) size = null
(private) version = null
(private) externalId = '0A448889'
(private) languageId = null
(private) yBase�oldInstance = null
1 (object: MimeEntity):
(private) id = '18707'
(private) parentId = null
(private) uri = 'IM0001988thszw.jpg'
(private) type = 'adInfo'
(private) usage = null
(private) mimeType = 'image/jpeg'
(private) width = '80'
(private) height = '80'
(private) size = null
(private) version = null
(private) externalId = '0A42838thszw'
(private) languageId = null
(private) yBase�oldInstance = null
attributes (array):
62 (array):
name = 'DINnorm'
value = 'DIN EN ISO 14174 (stainless steels) - S F CS 2 5742 DC'
unit = null
sort = '10'
public = '1'
isFilter = '1'
attributeId = '62'
productAttributeId = '480517435'
attributeValueId = '12543406'
languageId = null
588 (array):
name = 'Hauptschweißverfahren'
value = 'drive'
unit = null
sort = '10'
public = '1'
isFilter = '1'
attributeId = '588'
productAttributeId = '480517437'
attributeValueId = '7984097'
languageId = null
590 (array):
name = 'Schweißverfahren'
value = 'AC | DC- | DC+'
unit = null
sort = '20'
public = '1'
isFilter = '1'
attributeId = '590'
productAttributeId = '480517438'
attributeValueId = '12350053'
languageId = null
productPriceCollection (array):
0 (array):
type = 'date'
quantity = '0'
validFrom = '2023-07-27 00:00:00'
validTo = '2024-05-01 00:00:00'
price = 164.69999999999999
tax = 19.0
taxTotal = 31.292999999999996
total = 195.99299999999999
1 (array):
type = 'date'
quantity = '0'
validFrom = '2024-05-01 00:00:00'
validTo = null
price = 173.69999999999999
tax = 19.0
taxTotal = 33.003
total = 206.70299999999997
2 (array):
type = 'date'
quantity = '0'
validFrom = '2023-07-27 00:00:00'
validTo = '2024-05-01 00:00:00'
price = 148.19999999999999
tax = 19.0
taxTotal = 28.157999999999998
total = 176.35799999999998
3 (array):
type = 'date'
quantity = '0'
validFrom = '2024-05-01 00:00:00'
validTo = null
price = 156.30000000000001
tax = 19.0
taxTotal = 29.697000000000003
total = 185.99700000000001
productName = 'FW CS 1 63 DC'
produktbezeichnung = 'Melted, non-Cr-compensated welding flux'
price = 164.69999999999999
currencySign = '€'
ewmPriceSurcharge = '0,00 €'
recommendedAccessories (array):
0 = null
hasSpareParts = '0'
ewmVariants (array):
0 (array):
productPrice = 164.69999999999999
productPriceGross = 195.99299999999999
id = '15540'
ewmLowestPriceGross = 195.99299999999999
ewmLowestPrice = 164.69999999999999
ewmLowestPricePackagingUnit = 'sa'
ewmLowestPricePackagingAmount = '1500'
listprice = '164.7'
ewmRabattgruppe = 'Z13'
ewmQuantityPriceCollection (array):
0 (array):
quantity = '0'
price = 164.69999999999999
tax = '19'
taxTotal = 31.292999999999996
total = 195.99299999999999
ewmStock = '15'
ewmStockColor = '<span class="green"></span> in stock'
vmMime (array):
0 (object: MimeEntity):
(private) id = '41989'
(private) parentId = null
(private) uri = 'IM0005458.jpg'
(private) type = 'Produktbild'
(private) usage = null
(private) mimeType = 'image/jpeg'
(private) width = '800'
(private) height = '600'
(private) size = null
(private) version = null
(private) externalId = '0A448889'
(private) languageId = null
(private) yBase�oldInstance = null
1 (object: MimeEntity):
(private) id = '18707'
(private) parentId = null
(private) uri = 'IM0001988thszw.jpg'
(private) type = 'adInfo'
(private) usage = null
(private) mimeType = 'image/jpeg'
(private) width = '80'
(private) height = '80'
(private) size = null
(private) version = null
(private) externalId = '0A42838thszw'
(private) languageId = null
(private) yBase�oldInstance = null
blocks (array):
PT_TD_lang (array):
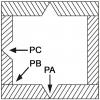
0 = '<table class="detail_table"><tbody><tr><td class="td1">Standards</td><td>DIN EN ISO 14174 (stainless steels) - S F CS 2 5742 DC</td></tr><tr><td class="td1"/><td>DIN EN ISO 14174 (unalloyed/low-alloy steels) - S F CS 1 63 DC</td></tr><tr><td class="td1">Welding positions</td><td>PA / PB / PC</td></tr><tr><td class="td1">Polarity</td><td>AC | DC- | DC+</td></tr><tr><td class="td1">Chemical analysis (in %)</td><td>SiO<sub>2</sub> : 30 %Al<sub>2</sub>O<sub>3</sub> + MnO : 5 %CaO + MgO : 35 %CaF<sub>2</sub> : 20 %</td></tr><tr><td class="td1">Grain size</td><td>DIN EN ISO 14174 - 1 - 16</td></tr><tr><td class="td1">Base materials</td><td>Creep-resistant CrMo steels such as 12 CrMo 19 5/A378 gr. 5 or X 20 CrMoWV 12 1/A351 for boiler, container and pipe construction / Martensitic (soft martensite) and ferritic Cr(NiMo) steels in acc. w. DIN EN 10088 and austenitic CrNi(Mo) steels in acc. w. DIN EN 10088 / Low-temperature tough and heat-resisting high-alloy CrNi(Mo) steels, dissimilar joints and nickel-base alloys</td></tr></tbody></table>'
PT_TD_Vergl (array):
0 = '{"Standards": "DIN EN ISO 14174 (stainless steels) - S F CS 2 5742 DC","": "DIN EN ISO 14174 (unalloyed/low-alloy steels) - S F CS 1 63 DC","Welding positions": "PA / PB / PC","Polarity": "AC | DC- | DC+","Chemical analysis (in %)": "SiO","Grain size": "DIN EN ISO 14174 - 1 - 16","Base materials": "Creep-resistant CrMo steels such as 12 CrMo 19 5/A378 gr. 5 or X 20 CrMoWV 12 1/A351 for boiler, container and pipe construction / Martensitic (soft martensite) and ferritic Cr(NiMo) steels in acc. w. DIN EN 10088 and austenitic CrNi(Mo) steels in acc. w. DIN EN 10088 / Low-temperature tough and heat-resisting high-alloy CrNi(Mo) steels, dissimilar joints and nickel-base alloys"}'
innoWeld (array):
0 = '<p/>'
Einsatzgebiete (array):
0 = null
vmAttributes (array):
62 (array):
name = 'DINnorm'
unit = null
values (array):
0 = 'DIN EN ISO 14174 (stainless steels) - S F CS 2 5742 DC'
588 (array):
name = 'Hauptschweißverfahren'
unit = null
values (array):
0 = 'drive'
590 (array):
name = 'Schweißverfahren'
unit = null
values (array):
0 = 'AC | DC- | DC+'
vmCharacteristics (array):
customFields (array):